El presente artículo informa sobre el módulo IGBT dual de 2500A/1200V para uso industrial. Una estructura de conexionado interno de baja inductancia desde los terminales P a N se ha desarrollado para este dispositivo de alta corriente.
Los chips semiconductores se han dispuesto para incrementar la capacidad de refrigeración del módulo y una placa base de aluminio con aislamiento directo de substrato se utiliza con el propósito de incrementar la capacidad de ciclado térmico. Para conseguir un mejor contacto térmico entre la placa base y el refrigerador en un dispositivo con esta área de base tan grande, la misma está separada en múltiples secciones. El encapsulado del módulo dual IGBT de 2400A/1200V también se utiliza en el módulo dual de 1800A/1700V.
Introducción
Nuestra serie convencional del módulo IGBT llamado MPD (Mega Power Dual); que incluye un dispositivo dual de 1400A/1200V se desarrolló para permitir un mejor diseño en equipos industriales de alta potencia. Sin embargo, con la reciente expansión de los sistemas de generación de energías renovables como los molinos de viento y los paneles fotovoltaicos, hay una demanda de mayores sistemas de energía. Para hacer realidad esta demanda del mercado de una forma sencilla, se ha desarrollado un nuevo módulo dual IGBT de 2500A/1200V.
Estructura
Disposición de terminales
Una imagen de este módulo se muestra en la Figura 1. La longitud del encapsulado es de aproximadamente el doble del ancho. Los principales terminales P y N se encuentran a un lado, y el terminal de CA se encuentra en el lado opuesto del encapsulado para un diseño más conveniente del inversor. Los terminales de señal se encuentran en la zona media del encapsulado y así permiten el montaje simple del driver directamente en la parte superior del módulo. Este diseño de terminales también permite el cableado simple cuando el driver se encuentra separado del módulo.
Estructura de la placa base
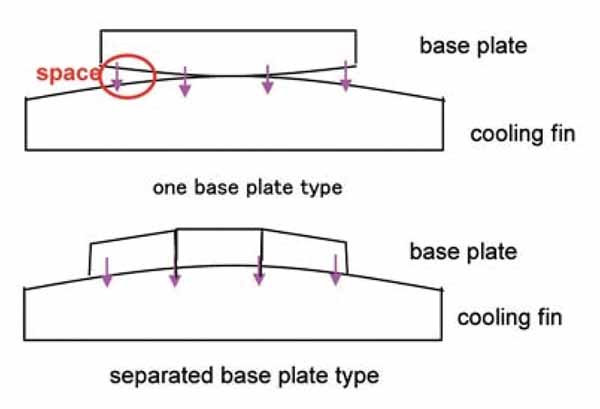
A medida que el área de la placa base se hace más grande, se hace difícil lograr un buen ajuste entre la base y el refrigerador. Para resolver este problema, se utilizan secciones de base separadas para este módulo. La carcasa del módulo consta de dos partes en altura para aguantar el estrés de curvatura debido a las distintas secciones de la base. Esta estructura permite ensayos de detección independientes para cada sección de la base. En este sentido, los actuales equipos de ensayo, normalmente para ensayos de dispositivos más pequeños, se pueden utilizar.
La pérdida total de energía en un módulo de este tamaño, puede ser más de 5 kW a máxima potencia en una aplicación de inversor. Para una pérdida de potencia tan elevada es frecuente el uso de refrigeración líquida y un valor de 5000 [W/m^2K] es lo que normalmente uno puede necesitar para la refrigeración líquida en dicha aplicación. En sistemas de refrigeración líquida la temperatura de la carcasa cambia mucho más rápido que en los sistemas de enfriamiento por aire , por lo que la capacidad de ciclado térmico y la habilidad de radiación térmica es importante.
Un módulo necesitará cerca de 400 [cm^2] @ DTc = 25K refrigerador por agua bajo la condición de 5000 [W/m^2K]. El tamaño de la base elegida de nuestro nuevo módulo dual 2500A/1200V es suficiente para esta capacidad de radiación térmica. Sin embargo, el enfriamiento líquido provoca un gran cambio en la temperatura de la carcasa con lo que es necesario aumentar la capacidad de ciclos térmicos del módulo.
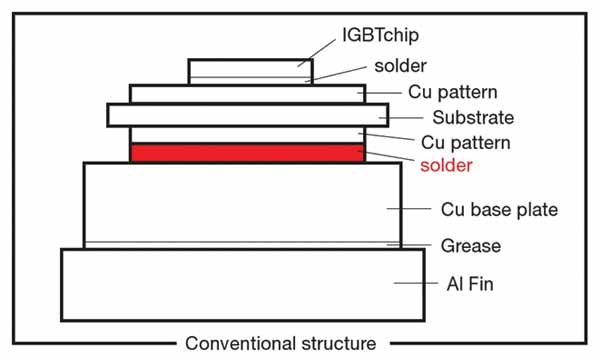
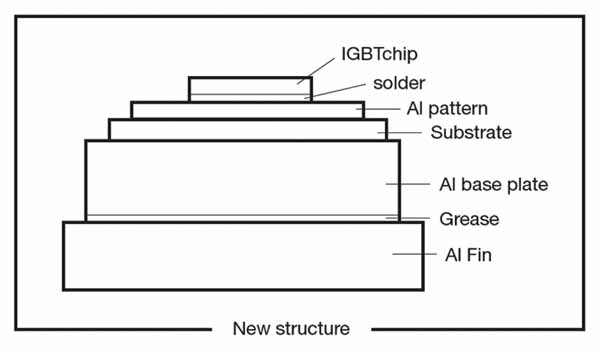
Para poder lograr esto, se usa una placa base de aluminio unida directamente al substrato (Figura 5). Esta estructura permite la eliminación de la capa de soldadura entre la base y el aislamiento cerámico, un punto débil de sobra conocido, en la estructura de un módulo convencional después de realizados los ciclos térmicos (Figura 4). Esta capa de soldadura está sometida a la degradación por el estrés por los ciclos de temperatura, que tiene como consecuencia un aumento de la resistencia térmica Rth (x) durante la vida útil del módulo. La resistencia térmica de una base de cobre con estructura convencional y una base con estructura de aluminio se comparan por simulación y se muestran en la Figura 4 y Figura 5.
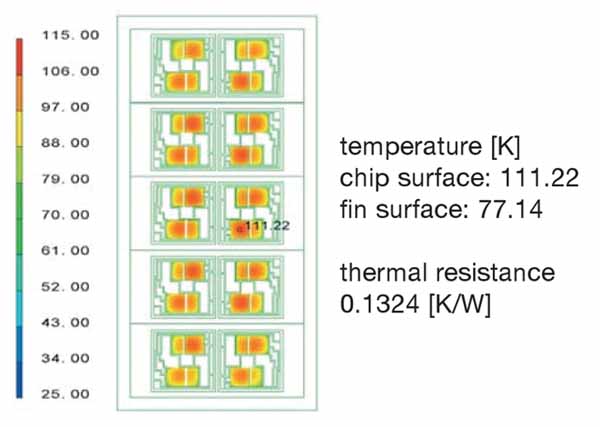
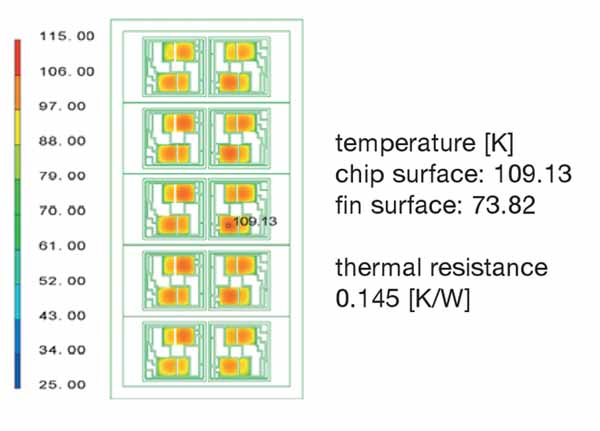
Las figuras 6 y 7 muestran los resultados de la simulación de resistencia térmica de la base con estructura de cobre y de la base con estructura de aluminio, respectivamente.
Los valores de resistencia térmica de ambos tipos son casi los mismos a pesar de que la conductividad térmica del aluminio es inferior a la del cobre. Este es un resultado directo de la eliminación de la pequeña capa de conductividad de soldadura.
Diseño del Chip
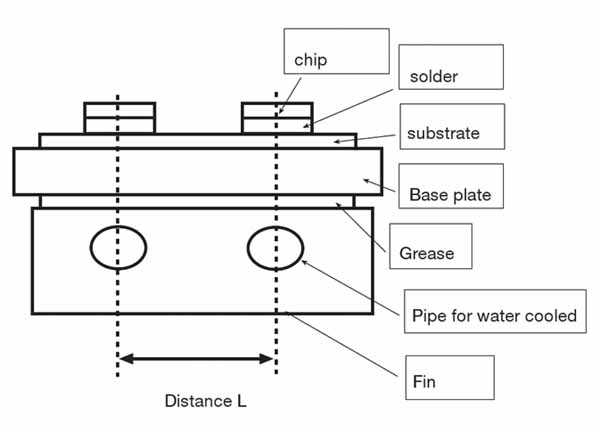
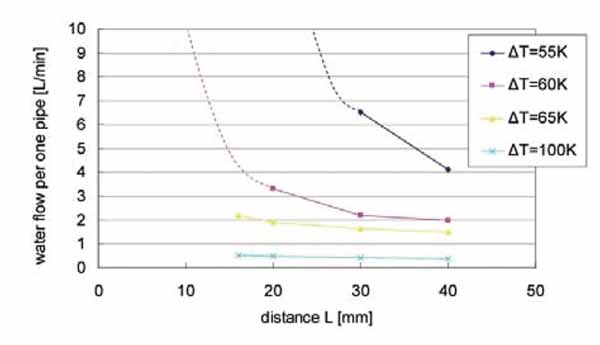
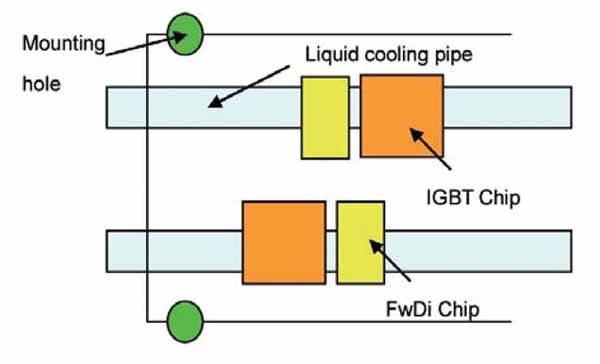
El chip ha sido diseñado con el propósito de aumentar la capacidad de enfriamiento cuando se utiliza líquido refrigerante. La distancia necesaria entre un chip y otro, con el fin de suprimir la interferencia térmica mutua entre chips, ha sido verificada por simulación. La figura 8 muestra la estructura de esta simulación. La figura 9 muestra el resultado de la simulación de diferencia de temperatura entre el chip y el agua a 200 [W / chip]. La distancia entre los chips de este módulo es de unos 30 mm. El resultado muestra que esta distancia es suficiente para la refrigeración líquida.
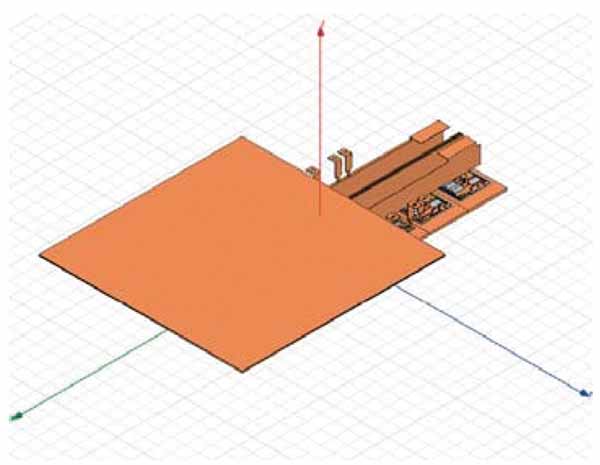
Para obtener el mejor rendimiento de refrigeración, la tubería de refrigeración por líquido debe estar ubicada justo debajo de los chips.
Para ello, la posición de los orificios de montaje de la placa base se ha escogido para evitar cualquier interferencia entre la tubería y el orificio de montaje, véase la figura 10.
Estructura del teminal
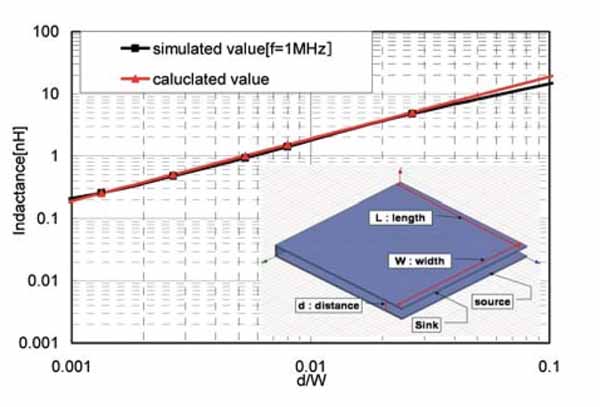
Se necesita un encapsulado con menor inductancia al aumentar la corriente nominal del módulo. Sin embargo, en caso de requerir una corriente nominal mayor, el encapsulado se hace más grande, por lo que la longitud del conexionado interno tiende a ser más larga, lo que provoca un aumento de la inductancia interna. Una forma de reducir la inductancia por longitud es aumentar el ancho del bus laminado en el interior del módulo, pero este ancho está limitado por el espacio físico dentro del módulo. Con el fin de lograr un bus bar de menor inductancia, se utiliza uno laminado de cuatro capas. Esta estructura permite la reducción de la concentración de densidad de corriente del bus y se reduce la relación de separación de la densidad de corriente para cada contacto de terminal. El valor de la inductancia es confirmado por simulación. Para la adecuación del software de simulación de inductancia contra la teoría, el valor de simulación se compara con un valor calculado, el cúal se calcula por la ecuación teórica de una estructura simple. La figura 11 muestra la estructura simple.
µrxµ0x (d / W) xL
• µr = 1
• µ0 = 4šx10^-7
• d: distancia de lámina paralela.
• W: distancia de dirección directa de la vía (anchura)
• L: distancia de dirección paralela de la vía de corriente (longitud)
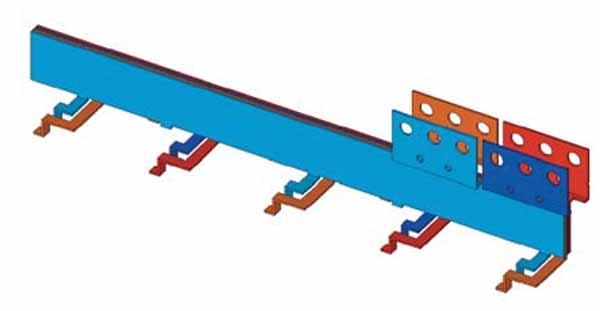
Los dos resultados son similares. Esta simulación es por tanto un buen método para el examen de la estructura. Con el fin de lograr una pequeña bus bar de baja inductancia interna, un bus laminado de cuatro capas se utiliza en este encapsulado. La figura 12 muestra una estructura del bus bar.
El valor objetivo de la inductancia del bus laminado es de 3nH o menos. Para conseguir este valor se necesitan dos estructuras de placa de 50 mm de ancho o más. La altura de la carcasa debe ser de 50 mm o menos si se tiene en cuenta la resistencia de transformación del encapsulado. Por lo tanto, estructuras de dos láminas no se pueden utilizar. En nuestra simulación se modeliza la mejor estructura de láminas de barras paralelas. El valor de simulación de estructuras de 4 láminas paralelas 2,59nH a 1MHz. Este resultado significa que una estructura de 4 láminas paralelas es la solución más adecuada para este módulo.
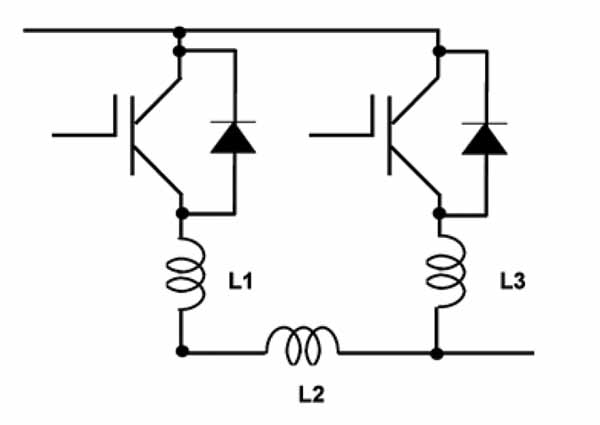
La reducción de la inductancia interna del módulo también mejorará el equilibrio de cómo se reparte la corriente total entre cada chip. Como L2 es pequeño en comparación con L1 y L3, entonces la diferencia entre el voltaje de la entrada en cada chip es pequeño, por lo que como resultado, el equilibrio de corriente entre los chips tiene expectativa de ser mejorado.
Características
Inductancia del módulo
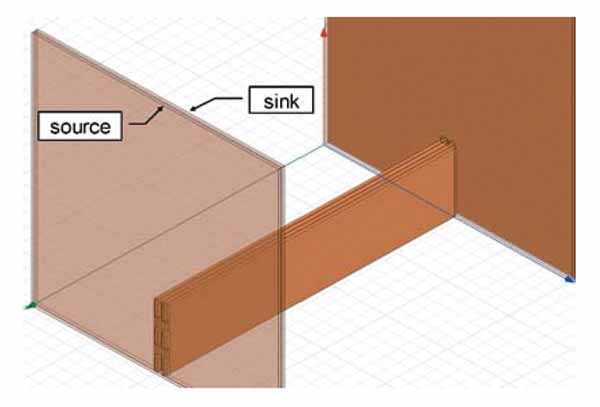
La figura 15 muestra la estructura de la simulación de inductancia para el módulo. Para rechazar la influencia de cualquier cableado exterior, un bus laminado ancho está conectado a los terminales.
El resultado de simulación de la inductancia total en el interior del módulo es de 5,18nH de P a N a 1MHz. Este resultado es menor que el valor objetivo inicial. La figura 17 muestra el circuito de prueba para confirmar la inductancia del encapsulado interno. El dispositivo de conmutación (CM1400DU-24NF) está conmutando con la condición de 1500ª como generador di/dt. El dispositivo bajo prueba “DUT” (Device Under Test) se conecta en serie y el pico de tensión causada por la di/dt se mide entre las terminales P y N del DUT. La inductancia del encapsulado del DUT se calcula utilizando las formas de onda mostradas en la figura 16.
La inductancia del encapsulado dentro de este módulo se obtiene mediante los siguientes cálculos:
di / dt: 9,375 [A / ns]
Vpn (el voltaje generado entre P y N): 52 [V]
VCE (sat): 1,37 [V] @ Ic = 500A
(VPN-VCE(sat)x2) / (di / dt) = 5,25nH
El mismo resultado es obtenido con la simulación, logrando el valor objetivo.
Características de la sexta generación de chips (1200V)
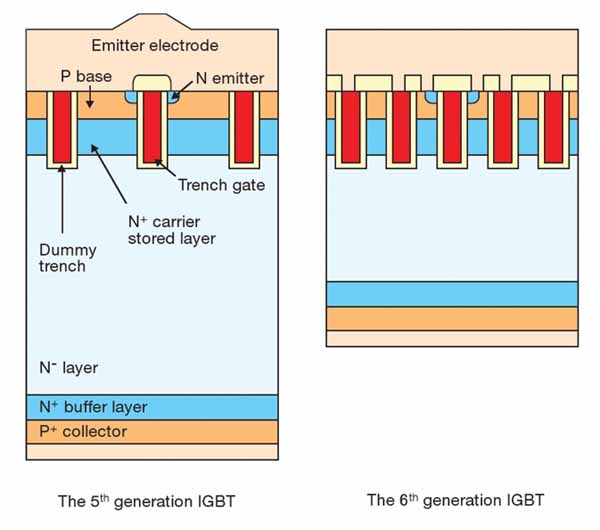
La figura 18 muestra la vista de la sección transversal del IGBT de 6 ª generación y el IGBT de 5 ª generación.
El “trade-off” dentre la VCE(sat) - Eoff para nuestros IGBT de 6 ª generación se reduce en 0,7 V en comparación con nuestros IGBTde 5 ª generación en el mismo nivel Eoff. La figura 19 muestra una comparación del resultado de un ejemplo de cálculo de pérdida para las mismas condiciones dv/dt. Esto nos muestra que la pérdida total en una operación de inversor para nuestro IGBT de 6 ª generación, está calculada para ser un 25% inferior a la de nuestro módulo IGBT de quinta generación en unas condiciones dv/dt fijas.
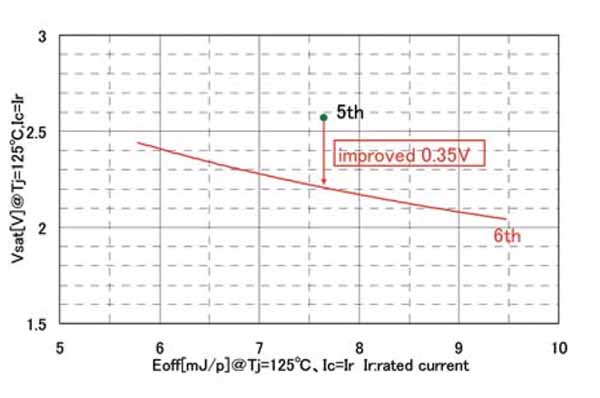
Características de la sexta generación de chips (1700V)
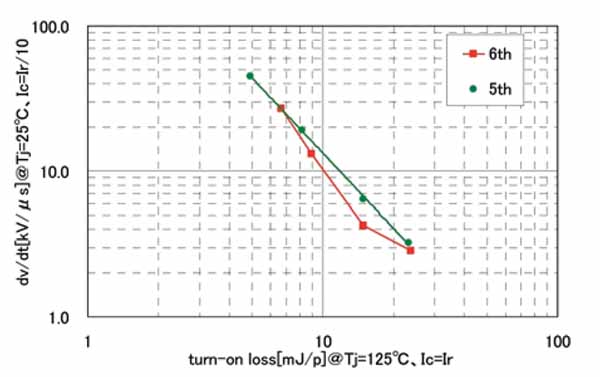
El mismo encapsulado se ha aplicado también al recientemente desarrollado módulo IGBT dual 1800A/1700V. Por lo tanto, presentamos brevemente las características de nuestro IGBT de 1700V de 6 ª generación. La figura 20 muestra el “trade-off” de VCE(sat) - Eoff... El “trade-off” entre la VCE(sat) - Eoff.. se reduce en alrededor de 0,35V en comparación con nuestra 5 ª generación en el mismo nivel Eoff . La figura 21 muestra las pérdidas de encendido (turn-on) con respecto a dv/dt. La pérdida por encendido (turn-on) se ha mejorado en un 25% con respecto a nuestra 5 ª generación en el mismo dv/dt (10kV/ms).
Conclusión
Se ha presentado un nuevo módulo dual IGBT 2500A/1200V para uso industrial. Se ha logrado una baja inductancia interna del encapsulado mediante el uso de un bus interno principal de 4 capas. El diseño de chips también se ha optimizado para la refrigeración líquida. Para mejor resistencia del contacto térmico con el disipador de calor, la base se compone de varias secciones paralelas. La unión directa entre el sustrato cerámico y la base de aluminio se utiliza para mejorar la capacidad de ciclo térmico. Se obtiene una mejora del rendimiento en pérdida utilizando IGBTs y chips FWDi de sexta generación. El mismo encapsulado se ha aplicado también al módulo IGBT dual 1800A/1700V, por lo que otros rangos de módulos se están considerando, utilizando la misma sección estandarizada de la base, lo que permite una buena relación costo rendimiento.
Autor: Ayumi Maruta, Mitsuharu Tabata. Mecanismos para fuentes de energía, Mitsubishi Electric Corporation, Japón.
Bibliografía
[1] Junji Yamada: Next Generation High Power Dual IGBT Module with CSTBT Chip and New Package Concept, PCIM 2002 .
[2] Tetsuo Takashi: CSTBTTM(III) as the next generation IGBT, ISPSD2008-May, pp. 72-75 .
[3] Katsumi Satoh: New chip design technology for next generation power module, PCIM 08.
Más información o presupuesto
Articulos Electrónica Relacionados