
Monitorización de procesos de soldadura láser

La implantación creciente de aplicaciones de soldadura láser está obligando a la incorporación de sistemas de control en línea para garantizar los estándares de calidad del proceso. Además, las propiedades intrínsecas del láser (procesamos con luz) hace que muchas veces ese control sea más sencillo que con otras tecnologías de unión.
 Pre-Proceso:
Pre-Proceso:
- Posición de la junta / gap
- Posición TCP / haz
En-Proceso:
- Profundidad de soldadura / fusión
- Anchura de unión
- Agujeros
- Perdida de material
- Posición de haz
- Poros
- Proyecciones
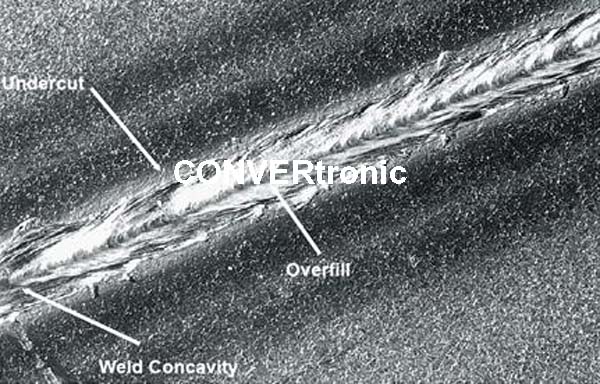
Post-Proceso:
- Agujeros / cráteres (poros)
- Roturas
- Relleno insuficiente
- Muescas
El objetivo de este artículo es explicar e ilustrar los métodos de monitorización en tiempo real disponibles para el control de la soldadura láser.
La inspección y monitorización de soldaduras es fundamental en todos los pasos de fabricación, ya que aporta un control en tiempo real y de una sola pasada, sobre aspectos como:
- Compensar las tolerancias existentes en todo proceso (tolerancias de mecanizado, de material, de utillaje, de máquina, etc.),
- Evitar la generación de soldaduras no conformes (rechazos),
- Optimizar la producción y garantizar la calidad,
- Documentar y almacenar los datos en BBDD del 100% del proceso.



Monitorización de un proceso de soldadura láser
Mediante el control del proceso en línea, se dispone de control previo, durante y después del proceso.
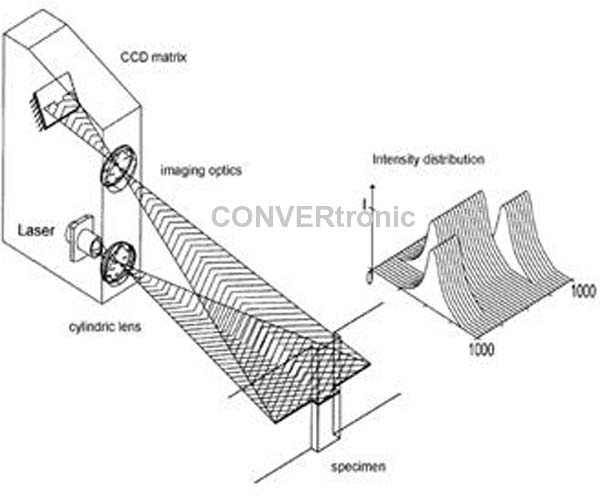
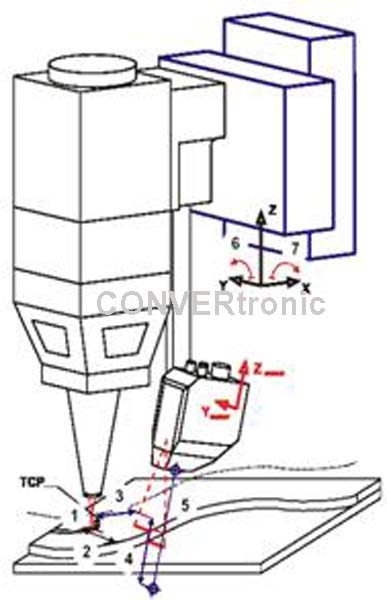
Monitorizado Pre-Proceso (PRECITEC Laser Path Finder)
Los sistemas de monitorización pre-proceso permiten posicionar correctamente el laser, compensando las tolerancias dimensionales tanto del posicionado como de las piezas, ya que no solo determina la posición de la junta, sino que, en combinación con un motor integrado en el propio sistema, reposiciona el cabezal de soldadura. Todo este proceso se realiza en continuo, mientras se realiza la soldadura y a velocidades superiores a 8m/min.
Esto se realiza mediante la proyección de un haz sobre la superficie a procesar, para que una cámara analice la reflexión de este haz y transmita la imagen a un procesador obteniendo una imagen 3D.
El sensor calcula la posición necesaria, así como el movimiento del cabezal de soldadura y los parámetros requeridos para proceder con los ajustes en el sistema de movimiento.
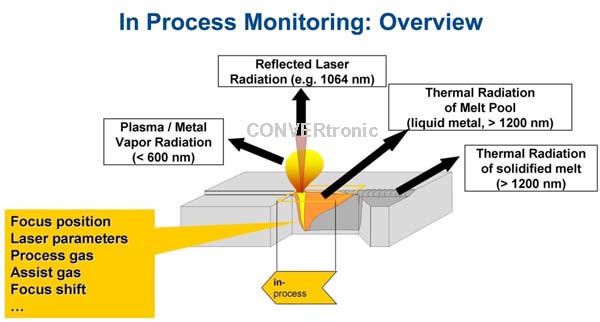 Monitorizado en-Proceso (PRECITEC Laser Welding Monitor)
Monitorizado en-Proceso (PRECITEC Laser Welding Monitor)
Para la monitorización de la soldadura láser durante el proceso, se utilizan medios que permiten analizar en tiempo real la radiación que se genera por la interacción entre el haz láser y la pieza que se está procesando. Mediante el análisis de determinados parámetros del proceso (temperatura, plasma, reflexiones) se puede detectar determinados fallos como poros, falta de material, perdida de potencia, desajuste del foco, etc...
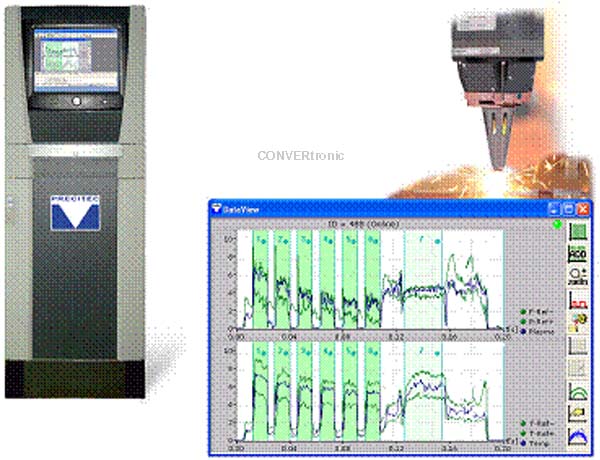
El Laser Welding Monitor es un sistema completo de monitorización que procesa las señales obtenidas mediante fotodiodos y detectores basados en cámaras.
Los parámetros obtenidos se registran en el ordenador y son comparados con datos de referencia para establecer si se encuentran dentro de los límites definidos como correctos documentando en tiempo real.
 Monitorizado Post-Proceso (PRECITEC Seam Geometry Monitor)
Monitorizado Post-Proceso (PRECITEC Seam Geometry Monitor)
Integrado dentro del proceso de soldadura es posible medir y analizar la geometría de la parte exterior del cordón en tiempo real, así como irregularidades como poros y otros defectos. Este proceso consiste en emitir una línea de luz, y analizar la reflexión devuelta tras incidir en la pieza. La precisión del proceso dependerá principalmente de la resolución de la cámara, el área a analizar y la velocidad exigida.
 Esta inspección de la soldadura en tiempo real es aplicable no sólo a la soldadura láser sino también a soldadura MIG/MAG, TIG, Brazing o la aplicación de adhesivos.
Esta inspección de la soldadura en tiempo real es aplicable no sólo a la soldadura láser sino también a soldadura MIG/MAG, TIG, Brazing o la aplicación de adhesivos.
ROFIN es líder global en diseño, fabricación y venta de láseres industriales y productos basados en láser para aplicaciones de procesado de materiales.
PRECITEC es líder en el desarrollo y fabricación de cabezales de proceso láser, así como la monitorización de procesos.
Autor:
Artículo cedido por Rofin-Bassel Espala, S.L.
Articulos Electrónica Relacionados
- Equipo para detección de fugas... La seguridad eléctrica y la continuidad de servicio, en estos mal llamados pequeños quirófanos y zonas posoperatorias, también se de...
- Solución completa para distrib... Con la nueva combinación de software y pantalla BreakerVisu, la compañía de gestión de energía Eaton, ofrece a los fabricantes de maquinaria y sistemas una solu...
- Transmisor de nivel radar para... La división Industry Automation de Siemens presenta el Sitrans LR560, el primer transmisor de nivel radar que opera con una frecuencia de 78 GHz. El Sitrans LR5...
- Regulador de caudal másico par... Ya sea en aparatos de oxígeno portátiles o en bioreactores, la nueva válvula reguladora de caudal proporcional VEMD de Festo proporciona la...
- National Instruments extiende ... National Instruments ha presentado el módulo CAN (Controller Area Network) de alta velocidad NI 9862 de la Serie C, la más reciente adición a la familia de inte...
- Controladores multieje program... OMRON y su filial Delta Tau Data Systems, Inc. (en lo sucesivo, "DT") han colaborado para desarrollar los controladores PMAC con la tecnología de control...
- Cuadros portátiles para UCIs o... Frente a situaciones de emergencia sanitaria puede ser necesario realizar instalaciones provisionales, donde sea precisa una instalación con esquema IT de uso m...
- Etiquetadoras DYMO® XTL™ para ... RS Components (RS) presenta la nueva gama de etiquetadoras DYMO® XTL™ caracterizada por la sencillez, rapidez y productividad industrial, que in...
- Espátula de Yamaha que mejora ... Yamaha Robotics SMT Section ha presentado un diseño innovador de la espátula para la impresión de pantalla de montaje superficial que mejora el rendimiento del ...
- Colocadora híbrida Yamaha i-Cu... Yamaha Motor Europe, Sección SMT, lanzará su nueva colocadora híbrida i-Cube10 (YRH10) el 1 de julio de 2021, que tiene tanto funciones de montaje en superficie...
- Espectrómetro de mano GL SPECT... En la feria electronica 2016, la feria líder mundial de componentes, sistemas y aplicaciones electrónicas,GL Optic lanzó oficialmente...
- Controladores industriales par... NI presenta tres nuevos controladores industriales que abordan los complejos requisitos de aplicaciones avanzadas de Internet de las cosas (IoT). Estos controla...